Nhôm Khác Với Các Kim Loại Khác
Nhôm mềm, nhẹ và dẫn nhiệt tốt. Những đặc tính này làm cho nó lý tưởng cho hàng không vũ trụ, điện tử, trang trí ô tô và tấm ốp kiến trúc, nhưng chúng cũng tạo ra những thách thức độc đáo trong việc loại bỏ burr. Khác với thép, nhôm không tạo ra lớp oxit cứng dễ bong tróc. Thay vào đó, các cạnh cắt laser của nhôm phát triển các burr mỏng như lông vũ rất linh hoạt và bám chặt vào kim loại gốc. Hợp kim mềm bị biến cứng do làm việc dưới tác động mài, có nghĩa là mài quá mạnh có thể thực sự làm cho cạnh cứng hơn và giòn hơn. Và vì nhôm có điểm nóng chảy thấp, nhiệt quá mức trong quá trình mài có thể làm nhổ burr lên bề mặt thay vì loại bỏ nó.

Các Loại Burr Nhôm
Hiểu loại burr giúp bạn chọn đúng quy trình:
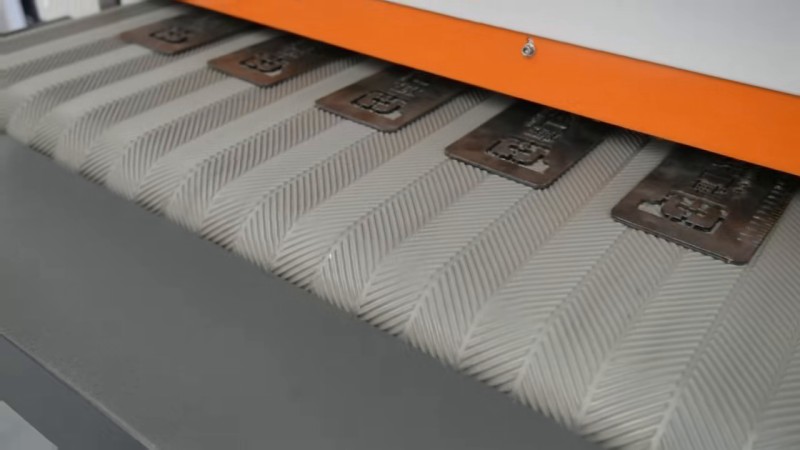
- Burr lông vũ – Một miếng mỏng, linh hoạt dọc theo cạnh trên. Phổ biến trên tấm 1–3 mm cắt bằng khí nitơ.
- Burr lật – Vật liệu bị đẩy xuống mặt dưới của tấm bởi chùm tia laser. Phổ biến hơn trên tấm dày (trên 6 mm).
- Burr Poisson – Vật liệu phồng ra hai bên do biến dạng dẻo trong khi cắt.
- Burr rách – Cạnh thô-rù do cắt không hoàn toàn hoặc xỉ quá nhiều.
Tại Sao Các Phương Pháp Loại Bỏ Burr Thép Tiêu Chuẩn Thất Bại
Nhiều xưởng cố gắng loại bỏ burr nhôm trên cùng máy dùng cho thép carbon. Điều này thường cho kết quả kém:
- Chất mài sai – Nhôm gây tắc (bám dính) các đai nhôm oxit tiêu chuẩn. Bề mặt mài trở nên bóng và mất tác dụng cắt.
- Quá nhiều áp suất – Tiếp xúc mạnh làm biến dạng tấm mỏng và tạo ra vết nhiệt hoặc nhổ.
- Không có cố định – Các tấm nhôm nhẹ bị nhấc khỏi băng tải dưới sự quay của chổi, gây ra xử lý không đều hoặc bật ra ngoài.
- Tia lửa tĩnh điện – Bụi nhôm khô có tính nổ. Nếu không vận hành ướt hoặc hút bụi có nối đất, xưởng là mối nguy hiểm cháy nổ.
Cài Đặt Máy Đúng Cho Nhôm
1. Sử Dụng Chất Mài Chống Tắc
Chọn chất mài có lớp phủ chống tắc hoặc cấu trúc hở:
- Đai và chổi carbide silicon (SiC) – Cứng và sắc hơn nhôm oxit; chống tắc.
- Bánh xe nylon không dệt với hạt SiC nhúng – Cắt linh hoạt, mát và tự làm sạch.
- Chất mài nhôm đặc biệt với chất bôi trơn stearat – Chất bôi trơn ngăn mạt hàn dính vào hạt.
2. Giảm Áp Suất Tiếp Xúc
Nhôm cần một chạm nhẹ nhàng. Trên máy tự động:
- Giảm áp suất khí trên đầu chổi xuống 0,3–0,6 bar.
- Tăng tốc độ băng tải lên 8–12 m/phút để thời gian tiếp xúc mài ngắn hơn.
- Sử dụng trục lăn chổi tiếp xúc mềm (mật độ 0,4–0,5 g/cm³) thay vì đầu mài cứng.
3. Cố Định Bằng Chân Không hoặc Từ
Tấm nhôm mỏng (dưới 3 mm) phải được giữ phẳng:
- Băng tải chân không – Hút tấm xuống đai qua thép đục lỗ. Hiệu quả cho mọi hợp kim nhôm.
- Giường từ – Chỉ hoạt động trên hợp kim loạt 5xxx và 6xxx có một số hàm lượng sắt từ; không phù hợp cho nhôm nguyên chất hoặc loạt 1xxx.
- Con lăn kẹp – Con lăn lò xo trước và sau trạm chải ngăn nâng.
4. Vận Hành Ướt
Đối với loại bỏ burr nhôm khối lượng lớn, vận hành ướt được khuyến nghị mạnh:
- Chất làm mát nước ngăn tích tụ nhiệt và nhổ.
- Bụi nhôm được thu vào thùng chất làm mát thay vì bay trong không khí.
- Ngập nước ức chế tĩnh điện, loại bỏ nguy cơ tia lửa và nổ.
- Bộ tách từ trong vòng làm mát loại bỏ phoi nhôm để tái chế.
Cấu Hình Máy Được Khuyến Nghị
Cho xưởng gia công nhôm điển hình xử lý tấm 1–6 mm:
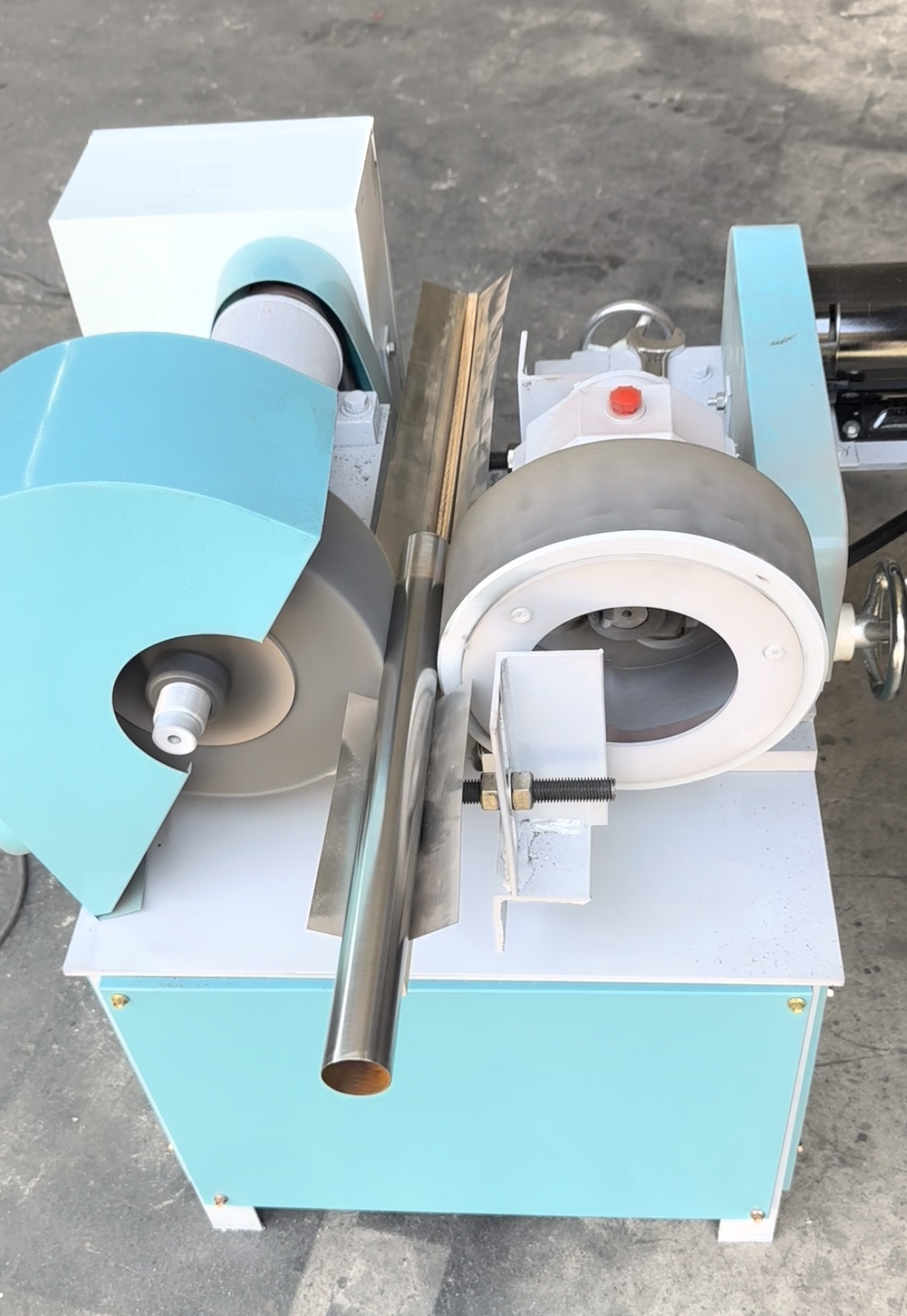
- Mẫu: BG-RR-630 Máy Mài Cắt Laser Nhẹ
- Chất mài: Trục lăn chổi nylon không dệt SiC, độ hạt P120–P180
- Băng tải: Cố định chân không với giườnginox đục lỗ
- Vận hành: Xả ướt với lọc chất làm mát
- Hút bụi: Hút ướt hạ hoặc bộ rửa venturi (không bao giờ túi khô cho nhôm)
Kiểm Tra Chất Lượng
Sau khi loại bỏ burr, hãy xác minh các thuộc tính sau:
- Bán kính cạnh – Mục tiêu R0,3–R0,5 mm cho hầu hết các sản phẩm; sử dụng thước đo bán kính.
- Độ phẳng – Đặt chi tiết lên bàn granite; đo khe hở bằng thước đo. Phải dưới 0,2 mm cho tấm kiến trúc.
- Nhổ bề mặt – Kiểm tra dưới kính lúp 10×. Nhôm bị nhổ xuất hiện như một vệt bóng và phải được loại bỏ bằng độ mịn cao hơn.
- Không có vết nhiệt – Nhôm không đổi màu như thép, nhưng quá nóng tạo bề mặt thô và phồng rộp.
Kết Luận
Loại bỏ burr nhôm không đơn giản là “loại bỏ burr thép với ít áp suất hơn”. Nó đòi hỏi hóa học chất mài đúng, tiếp xúc nhẹ nhàng, cố định chắc chắn và thường là vận hành ướt. Khi làm đúng, loại bỏ burr nhôm tự động nhanh hơn, an toàn hơn và nhất quán hơn các phương pháp thủ công. Gửi cho chúng tôi mẫu nhôm của bạn và chúng tôi sẽ trình diễn cài đặt máy tối ưu cho hợp kim và độ dày của bạn.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.