Что такое щётковая обработка?
Щётковая обработка — также называемая сатинированной или обработкой «волосяная линия» — это однонаправленный царапающий узор, наносимый на металлические поверхности для создания равномерного матового внешнего вида. Это стандартная декоративная обработка для бытовой техники из нержавеющей стали, лифтовых панелей, архитектурной отделки, кухонного оборудования и автомобильных аксессуаров. Такая обработка скрывает мелкие царапины, возникающие при транспортировке, уменьшает видимость отпечатков пальцев и придаёт продукту премиальный вид, который не может сравниться с обычной прокатной отделкой.

Почему лазерная резка портит поверхность
Даже если вы начинаете с предварительно обработанной щёткой листовой заготовки, лазерная резка разрушает текстурный узор вдоль режущей кромки и часто оставляет термический налёт, шлак и оксидные полосы на близлежащей поверхности. Зона термического влияния (HAZ) может распространяться на 3–5 мм от линии реза, изменяя текстуру и цвет поверхности. Попытка смешать эту зону вручную практически невозможна; результатом обычно является пятнистая, обесцвеченная граница, которая более заметна, чем исходный дефект.
Процесс щётковой обработки шаг за шагом
Шаг 1: Удаление заусенцев и очистка
Перед щётковой обработкой необходимо удалить все заусенцы, шлак и острые кромки. Роторная машина для удаления заусенцев с нейлоновыми щётками сбивает кромку и удаляет рыхлый оксид, не повреждая окружающую поверхность. Затем изделие следует протереть чистой безворсовой тканью для удаления смазочно-охлаждающей жидкости, отпечатков пальцев и пыли. Любое загрязнение, оставшееся на поверхности, будет затянуто абразивной щёткой, создавая царапины, которые нельзя будет удалить позже.
Шаг 2: Выберите абразивный инструмент
Рисунок царапин определяется типом абразива и размером зерна:
- Нетканый лепестковый ролик – Создаёт мягкий, рассеянный сатинированный финиш (#3–#4). Лучше всего для бытовой техники и архитектурных панелей.
- Проволочная щётка – Создаёт грубый декоративный узор. Используется для рустикальной или индустриальной эстетики.
- Лепестковый круг с ориентированными полосами – Создаёт точный линейный финиш «волосяная линия». Требует точного выравнивания направления царапин с длиной детали.
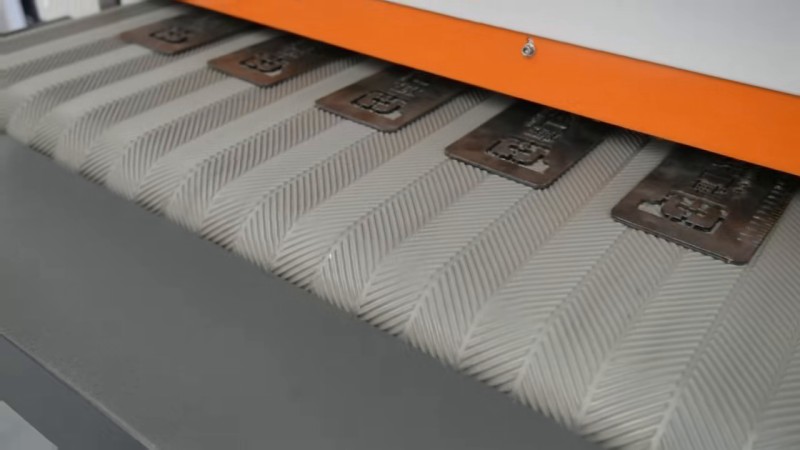
Шаг 3: Установите параметры машины
На автоматической машине для финишной обработки металла, такой как BG-FM-1000, настройте следующее:
- Скорость конвейера: 4–12 м/мин. Более низкая скорость углубляет царапину; более высокая — облегчает.
- Вращение щётки: По часовой стрелке или против часовой стрелки относительно направления движения конвейера определяет, будет ли текстура прямой или слегка перекрещённой. Для чисто продольной текстуры щётки вращаются перпендикулярно направлению движения (планетарная головка).
- Давление: 0,3–1,0 бар. Чрезмерное давление закрывает текстуру и начинает полировать, что выглядит как размазанный след при освещении.
Шаг 4: Пропустите деталь
Подавайте деталь перпендикулярно конвейеру. Даже отклонение на 2° создаст видимую диагональную царапину, которая конфликтует с основной текстурой. Для больших панелей используйте боковые направляющие или упор-угольник. После первого прохода осмотрите финиш под скользящим светом (ручной светодиод под углом 30° к поверхности). Если текстура слишком светлая, уменьшите скорость конвейера на 10% и пропустите ещё раз. Если слишком глубокая — увеличьте скорость или переключитесь на более мелкий абразив.
Шаг 5: Защитите финиш
Свежеобработанная нержавеющая сталь уязвима к отпечаткам пальцев, маслу и влаге. Сразу после щётковой обработки:
- Сдуйте остаточную абразивную пыль чистым сухим сжатым воздухом.
- Нанесите защитную плёнку с низкоадгезивным клеем (ПЭ-плёнка), если деталь будет храниться или транспортироваться.
- Для наружных архитектурных панелей рассмотрите нанесение прозрачного пассивирующего покрытия для сохранения текстуры и устойчивости к атмосферным загрязнениям.
Распространённые дефекты и как их избежать
| Дефект | Причина | Решение |
|---|---|---|
| Неравномерная текстура | Неравномерное давление или изношенные щётки | Замените щётки; откалибруйте пневмоцилиндры |
| Термический налёт | Чрезмерное трение на нержавеющей стали | Уменьшите давление; переключитесь на влажную обработку |
| Перекрещенные царапины | Деталь скошена на конвейере | Установите боковые направляющие; обучите операторов перпендикулярной подаче |
| Масляные полосы | Остатки СОЖ или отпечатки пальцев | Предварительно очистите спиртовой салфеткой перед щётковой обработкой |
Заключение
Щётковая обработка превращает детали лазерной резки из сырых заготовок в премиальные продукты. Ключ — сначала удалить заусенцы, выбрать правильный абразив, установить стабильные параметры машины и защитить поверхность сразу после обработки. С автоматической машиной для финишной обработки даже начинающий оператор может весь день производить результаты выставочного качества. Свяжитесь с нами для тестирования образцов, и мы продемонстрируем именно ту отделку, которую требует ваш рынок.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.