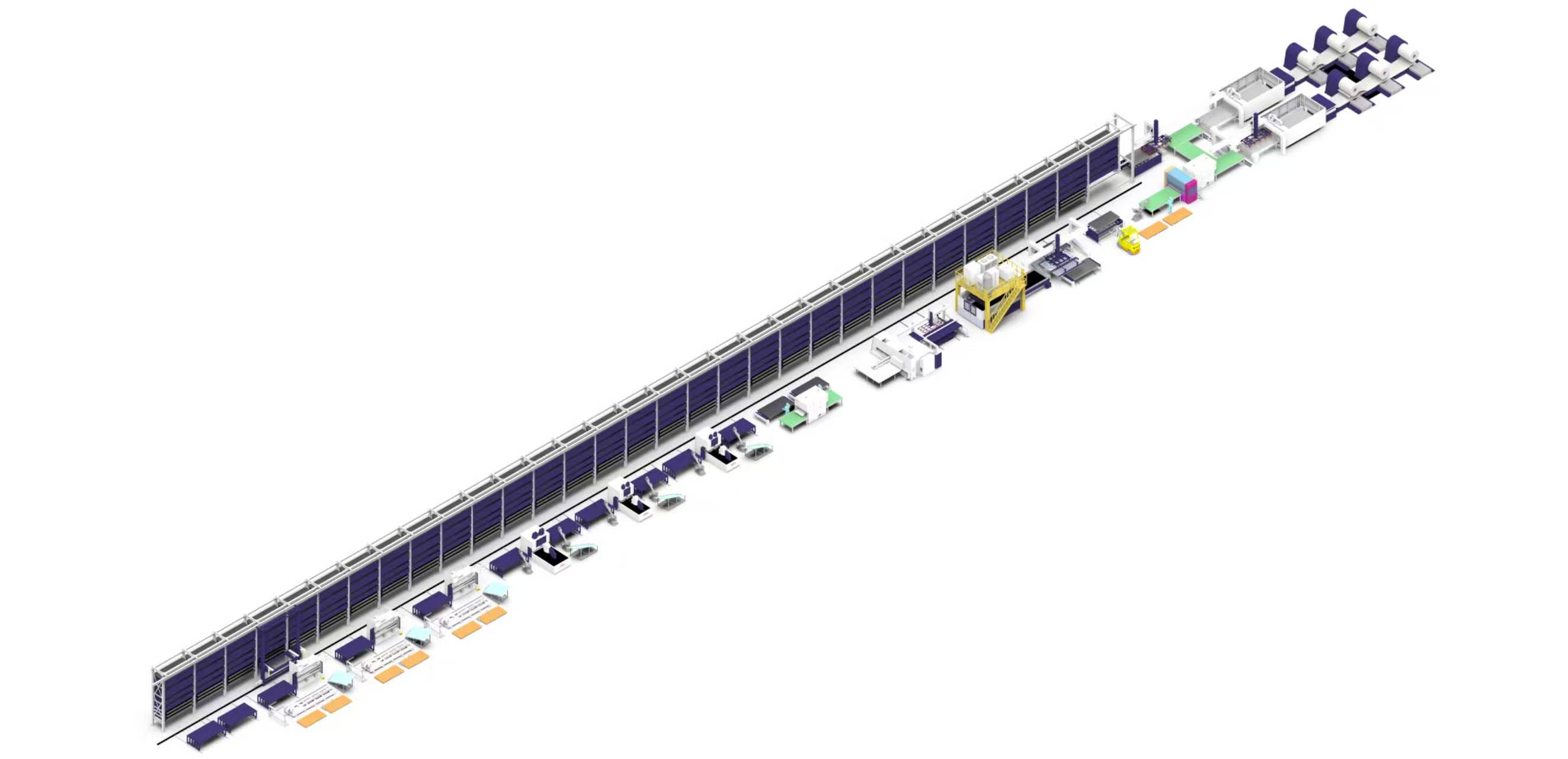
Jalur Pelepasan dan Perataan Hidraulik
Jalur perataan dan perataan hidraulik BOGONG digunakan untuk memasukkan material koil ke dalam produksi lembaran logam, jalur stamping, jalur pemotongan laser, dan proses pembentukan gulungan. Sistem ini dapat mencakup uncoiler hidrolik, mobil koil, leveler, pengumpan, dan sistem kontrol sesuai dengan kebutuhan produksi.

Aplikasi
- Lembaran galvanis, baja tahan karat, baja karbon dan pemrosesan kumparan canai dingin
- Pengumpanan kumparan sebelum pemotongan, pelubangan, perataan, atau pembentukan
- Bengkel lembaran logam yang membutuhkan kerataan stabil dan pengumpanan otomatis
- Lini produksi untuk lemari, peralatan, HVAC, dan panel logam
Fitur Utama
- Struktur ekspansi hidrolik untuk kumparan memuat
- Opsi uncoiler 5T, 10T, dan 15T
- Opsi perata tipe rangka dan panel samping
- Struktur perataan empat tahap dengan material roller 42CrMoA pada model tertentu
- Kontrol kecepatan frekuensi variabel dan tata letak garis yang disesuaikan
Parameter Referensi
| Berat kumparan | Opsi 5T / 10T / 15T |
|---|---|
| Diameter luar kumparan | Hingga kira-kira. 1500 mm pada model standar |
| Diameter dalam kumparan | 580 mm atau 610 mm |
| Ketebalan material | 0,8-3 mm untuk pengumpanan uncoiler; opsi leveler hingga 16-20 mm tergantung model |
| Lebar material | Opsi 400-1500 mm / 400-1600 mm |
| Transmisi | Gear universal joint atau dual gearbox pada leveler tertentu |
Apa Pembeli Harus Mengonfirmasi Sebelum Memilih
Jalur koil harus dipilih dari proses hilir ke belakang. Pemotongan, stamping, pembentukan gulungan, atau pengosongan laser pengumpanan garis mungkin memerlukan kecepatan, akurasi perataan, kontrol loop, dan desain pengumpan yang berbeda. Berat kumparan saja tidak cukup untuk konfigurasi.
Panduan Konfigurasi Garis
Pencocokan Proses Hilir
- Pemotongan laser: fokus pada kerataan, kontrol panjang lembaran, dan pengumpanan yang stabil.
- Stamping: fokus pada keakuratan pengumpanan, sinkronisasi, dan efisiensi penggantian kumparan.
- Pembentukan gulungan: fokus pada kecepatan pengumpanan berkelanjutan dan stabilitas putaran.
- Pengosongan lembaran: fokus pada hasil perataan dan akurasi panjang pemotongan.
Kesalahan Umum dalam Pemilihan
- Memilih hanya berdasarkan kumparan berat dan mengabaikan kekuatan luluh material
- Menggunakan perata ringan untuk material tebal atau berkekuatan tinggi
- Mengabaikan ruang pemuatan koil dan jalur derek bengkel
- Tidak merencanakan antarmuka kelistrikan dan keselamatan dengan mesin hilir
Daftar Periksa RFQ
Harap kirimkan berat koil, diameter luar koil, diameter dalam koil, lebar material, kisaran ketebalan, tingkat material atau kekuatan luluh, kerataan yang dibutuhkan, jenis peralatan hilir, kecepatan jalur, akurasi pengumpanan, dan tata letak pabrik. Jika saluran harus terhubung ke mesin yang sudah ada, sertakan ketinggian pengumpanan dan antarmuka kontrolnya.
Nilai Penjualan Inti
Saluran pelepas gulungan dan perata hidraulik BOGONG melepaskan gulungan material, meratakan strip atau lembaran, dan mengumpankannya ke peralatan produksi pemotongan, pengecapan, pembentukan gulungan, atau lembaran logam. Konfigurasi bergantung pada berat kumparan, lebar kumparan, ketebalan, kekuatan material, target kerataan, dan proses hilir.
FAQ Pembelian
Bagaimana cara memilih 5T, 10T, atau 15T?
Pilih berdasarkan berat kumparan maksimum dan kontinuitas produksi. Kumparan yang lebih berat mengurangi frekuensi pemuatan namun memerlukan fondasi yang lebih kuat dan peralatan penanganan.
Dapatkah kumparan tersebut mengumpankan garis pemotongan laser?
Ya. Saluran dapat dikonfigurasi untuk persiapan koil ke lembaran atau pengumpanan berkelanjutan sebelum pemotongan, bergantung pada rencana otomatisasi.
Dapatkah perata menangani material tebal?
Perata tipe bingkai dapat dipilih untuk koil yang lebih tebal. Pemilihan akhir bergantung pada kekuatan material, ketebalan, lebar, dan target kerataan.
Mengapa kekuatan material itu penting?
Dua kumparan dengan ketebalan yang sama memerlukan gaya perataan yang berbeda jika kekuatan luluhnya berbeda. Hal ini memengaruhi diameter roller, kekuatan rangka, dan pemilihan penggerak.
Dapatkah saluran disesuaikan untuk peralatan yang ada?
Ya. Ketinggian pengumpanan, arah garis, antarmuka kontrol, dan tata letak ruang dapat dirancang sesuai mesin yang ada.