Mengapa Bagian Potongan Laser Perlu Deburring
Pemotongan laser menghasilkan profil yang bersih dan presisi, namun proses termal selalu meninggalkan burr mikroskopis, tetesan slag, dan kulit oksida di sepanjang tepi potong. Pada baja karbon, panas sinar laser melelehkan logam; saat sinar bergerak maju, sebagian material meleleh memadat kembali di sisi bawah lembaran, membentuk kerak. Pada baja tahan karat, lapisan oksida menebal dan berubah warna, sementara aluminium dapat mengembangkan burr tajam yang seperti bulu, mudah terlewatkan tetapi berbahaya saat penanganan.
Jika cacat ini tidak dihilangkan sebelum pengelasan, pelapisan, atau perakitan, mereka menyebabkan:
- Kualitas las yang buruk – Burr menghalangi fitting sambungan yang tepat, menyebabkan penetrasi tidak lengkap dan porositas.
- Kegagalan pelapisan – Cat atau lapisan bubuk tidak dapat menempel pada serpihan oksida yang longgar; chip muncul dalam beberapa minggu.
- Cedera perakitan – Tepi tajam melukai operator selama penanganan dan instalasi.
- Masalah toleransi – Endapan slag yang tebal dapat melebihi kondisi tepi yang diizinkan dalam gambar teknik.

Perbandingan Metode Deburring yang Umum
1. Pengamplasan Manual (Gerinda Sudut + Flap Disc)
Pendekatan tradisional menggunakan gerinda sudut genggam dengan flap disc atau sikat kawat. Ini fleksibel — bentuk apa pun dapat dijangkau — tetapi padat karya. Pekerja terampil dapat melakukan deburring sekitar 60–80 bagian per jam untuk lembaran datar sederhana, namun throughput menurun drastis untuk profil kompleks atau tabung. Kualitas sangat tergantung pada operator; beberapa tepi terlalu digerinda, yang lain masih menyimpan burr. Debu, kebisingan, dan getaran juga menciptakan risiko kesehatan okupasional.
2. Tumbling (Barrel atau Vibratory Finishing)
Tumbling menempatkan bagian dalam barel berputar atau mangkuk bergetar bersama dengan media keramik dan senyawa. Ini efektif untuk bagian kecil yang kuat seperti braket dan pengikat. Namun, panel logam lembar besar tidak muat di barel standar, dan bagian tipis dapat ditekuk oleh berat media. Waktu siklus berkisar dari 30 menit hingga 4 jam, membuat tumbling tidak cocok untuk lini produksi throughput tinggi.
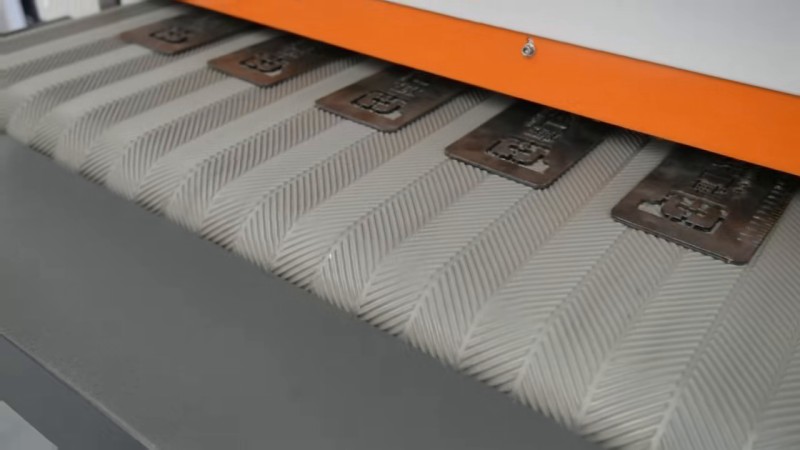
3. Mesin Amplas Otomatis (Sabuk + Sikat)
Mesin amplas otomatis menggunakan sabuk abrasif untuk menghilangkan kerak berat, diikuti oleh sikat putar untuk membulatkan tepi tajam dan membersihkan permukaan. Bagian diberi makan melalui konveyor; prosesnya memakan waktu 5–15 detik per bagian tergantung pada ketebalan dan material. Karena tekanan abrasif dan kecepatan konveyor diatur oleh pengaturan mesin, setiap bagian menerima perlakuan yang identik. Ini adalah metode yang disukai untuk bengkel logam lembar yang memproses 200+ bagian per hari.
Cara Memilih Konfigurasi Mesin yang Tepat
Saat memilih mesin amplas untuk bagian potongan laser, sesuaikan spesifikasi mesin dengan benda kerja Anda:
| Fitur Benda Kerja | Konfigurasi yang Direkomendasikan |
|---|---|
| Baja karbon 3–6 mm, burr ringan | BG-RR-630 dengan kepala sikat tunggal |
| Baja karbon 6–12 mm, kerak berat | BG-RR-1300 dengan sabuk abrasif + sikat |
| Baja tahan karat 1–3 mm, finish kosmetik | BG-FM-1000 dengan sikat planet |
| Panel aluminium, tidak berdistorsi | BG-RR-630 dengan rol kontak lunak |
Tips Praktis untuk Hasil Terbaik
- Jalankan sampel terlebih dahulu – Selalu kirimkan sampel potongan ke pemasok mesin untuk pengujian. Bukti video hasilnya menghilangkan tebakan.
- Sesuaikan grit abrasif dengan tinggi burr – Kerak berat membutuhkan grit P36–P60; burr ringan dapat ditangani dengan grit P80–P120.
- Jaga kecepatan konveyor tetap konsisten – Kecepatan yang bervariasi mengubah waktu tinggal dan mempengaruhi radius tepi. Kunci pengaturan kecepatan setelah memenuhi kualifikasi.
- Bersihkan mesin setiap hari – Debu logam menumpuk di bawah konveyor dan dapat menggores bagian berikutnya. Rutinitas pembersihan 10 menit di akhir shift terbayar dengan pengurangan pengerjaan ulang.
- Pantau keausan sikat – Sikat yang aus kehilangan aksi pemotongannya dan mulai memoles daripada membulatkan tepi. Ganti sikat ketika radius tepi jatuh di bawah spesifikasi.
Kesimpulan
Menghilangkan burr setelah pemotongan laser bukanlah pilihan — ini adalah gerbang kualitas yang menentukan kekuatan las, umur pelapisan, dan keselamatan operator. Untuk bengkel kecil dengan volume rendah, pengamplasan manual mungkin masih ekonomis. Begitu output harian melebihi 150–200 bagian, mesin amplas otomatis memberikan kualitas yang konsisten dengan biaya per bagian yang lebih rendah. Hubungi kami dengan gambar benda kerja Anda dan kami akan merekomendasikan mesin, konfigurasi abrasif, dan harga FOB yang tepat.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.