El Aluminio Es Diferente
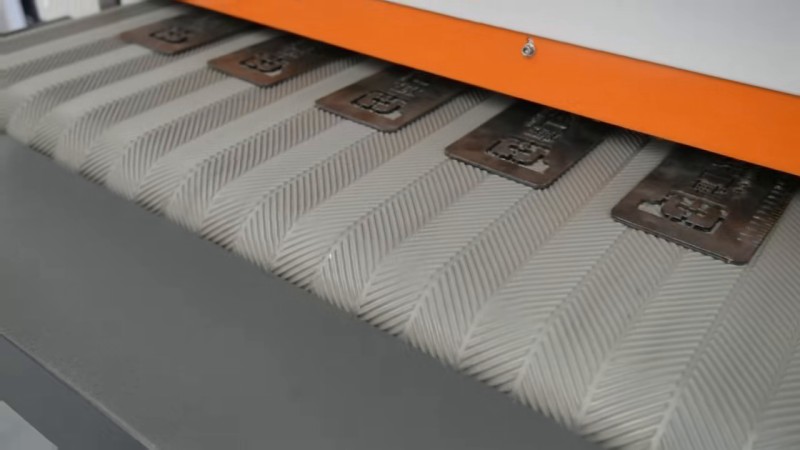
El aluminio es blando, ligero y conductor térmico. Estas propiedades lo hacen ideal para aerospace, electrónica, molduras automotrices y paneles arquitectónicos, pero también crean desafíos únicos en el desbarbado. A diferencia del acero, el aluminio no forma una capa de óxido dura que se descascara fácilmente. En cambio, los bordes cortados con láser del aluminio desarrollan rebabas delgadas parecidas a plumas que son flexibles y se adhieren al metal base. La aleación blanda se endurece por trabajo bajo contacto abrasivo, lo que significa que el lijado agresivo puede hacer que el borde sea más duro y quebradizo. Y debido a que el aluminio tiene un bajo punto de fusión, el calor excesivo durante el lijado puede esparcir la rebaba sobre la superficie en lugar de eliminarla.

Tipos de Rebabas de Aluminio
Comprender el tipo de rebaba le ayuda a elegir el proceso correcto:
- Rebaba de pluma – Una solapa delgada y flexible a lo largo del borde superior. Común en chapas de 1 a 3 mm cortadas con nitrógeno.
- Rebaba de volcado – Material empujado hacia la parte inferior de la chapa por el haz láser. Más común en placas gruesas (más de 6 mm).
- Rebaba de Poisson – Material que se abulta lateralmente debido a la deformación plástica durante el corte.
- Rebaba de desgarro – Borde irregular causado por corte incompleto o escoria excesiva.
Por Qué los Métodos Estándar de Desbarbado de Acero Fracasan
Muchos talleres intentan desbarbar aluminio en la misma máquina usada para acero al carbono. Esto generalmente produce malos resultados:
- Abrasivo incorrecto – El aluminio obstruye (tapona) las cintas estándar de óxido de aluminio. La superficie abrasiva se vitrifica y pierde su acción de corte.
- Demasiada presión – El contacto agresivo deforma láminas delgadas y crea coloración o esparcido por calor.
- Sin sujeción – Las piezas ligeras de aluminio se levantan del transportador bajo la rotación del cepillo, causando tratamiento desigual o eyección de la pieza.
- Chispas estáticas – El polvo de aluminio seco es explosivo. Sin operación húmeda o extracción conectada a tierra, el taller es un riesgo de incendio.
Configuración Correcta de la Máquina para Aluminio
1. Use un Abrasivo Anti-obstrucción
Elija abrasivos con recubrimiento anti-obstrucción o estructura abierta:
- Cintas y cepillos de carburo de silicio (SiC) – Más duros y afilados que el óxido de aluminio; resisten la obstrucción.
- Ruedas de nylon no tejido con grano de SiC incrustado – Corte flexible, fresco y auto-limpiante.
- Abrasivos especiales para aluminio con lubricante estearato – El lubricante evita la soldadura de virutas al grano.
2. Reduzca la Presión de Contacto
El aluminio necesita un toque suave. En una máquina automática:
- Baje la presión neumática del cabezal de cepillo a 0,3–0,6 bar.
- Aumente la velocidad del transportador a 8–12 m/min para que el tiempo de contacto del abrasivo sea más corto.
- Use rodillos de cepillo de contacto suave (densidad 0,4–0,5 g/cm³) en lugar de cabezales de rectificado rígidos.
3. Sujección por Vacío o Magnética
Las láminas de aluminio delgadas (menos de 3 mm) deben mantenerse planas:
- Transportador de vacío – Absorbe la chapa sobre la cinta a través de acero perforado. Efectivo para todas las aleaciones de aluminio.
- Cama magnética – Solo funciona en aleaciones series 5xxx y 6xxx con contenido ferro-magnético; no apta para aluminio puro o serie 1xxx.
- Rodillos de pinza – Rodillos accionados por resorte antes y después de la estación de cepillado evitan el levantamiento.
4. Operación Húmeda
Para el desbarbado de aluminio de alto volumen, se recomienda encarecidamente la operación húmeda:
- El refrigerante de agua previene la acumulación de calor y el esparcido.
- El polvo de aluminio se captura en el tanque de refrigerante en lugar de volverse aero-transportado.
- La inundación suprime la electricidad estática, eliminando el riesgo de chispa y explosión.
- Un separador magnético en el circuito de refrigerante elimina las virutas de aluminio para reciclaje.
Configuración de Máquina Recomendada
Para un taller típico de aluminio que procesa chapas de 1 a 6 mm:
- Modelo: BG-RR-630 Máquina de Lijado para Corte Láser Ligera
- Abrasivo: Rodillos de cepillo de nylon no tejido con SiC, granulometría P120–P180
- Transportador: Sujección por vacío con cama de acero inoxidable perforado
- Operación: Enjuague húmedo con filtración de refrigerante
- Extracción: Captación húmeda inferior o depurador venturi (nunca secador de bolsa para aluminio)
Controles de Calidad
Después del desbarbado, verifique estos atributos:
- Radio de borde – Objetivo R0,3–R0,5 mm para la mayoría de fabricaciones; use un calibrador de radio.
- Planitud – Coloque la pieza sobre una mesa de granito; mida la holgura con galgas. Debe ser menor a 0,2 mm para paneles arquitectónicos.
- Esparcido superficial – Inspeccione con aumento de 10×. El aluminio esparcido aparece como una raya brillante y debe eliminarse con una pasada de abrasivo más fino.
- Sin coloración por calor – El aluminio no se descolora como el acero, pero el sobrecalentamiento crea una superficie rugosa y ampollada.
Conclusión
El desbarbado de aluminio no es simplemente “desbarbado de acero con menos presión”. Requiere la química de abrasivo correcta, contacto suave, sujección positiva y frecuentemente operación húmeda. Cuando se hace correctamente, el desbarbado automático de aluminio es más rápido, seguro y consistente que los métodos manuales. Envíenos su muestra de aluminio y demostraremos la configuración óptima de la máquina para su aleación y espesor.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.