Каждый завод лазерной резки рано или поздно сталкивается с одной и той же проблемой: детали выглядят точными на чертеже, но кромки достаточно острые, чтобы разрезать перчатку, и достаточно шероховатые, чтобы провалить тест на адгезию покрытия. Покупка правильного станка для удаления заусенцев — это не выбор самой большой или самой дешёвой модели. Это подбор станка под вашу комбинацию материалов, размер детали, ежедневный объём и последующую обработку. Это руководство проведёт вас через решения, которые действительно важны при оценке шлифовальных станков для лазерной резки от китайских производителей, таких как Bogong.
Почему Детали после Лазерной Резки Требуют Удаления Заусенцев Перед Следующей Операцией
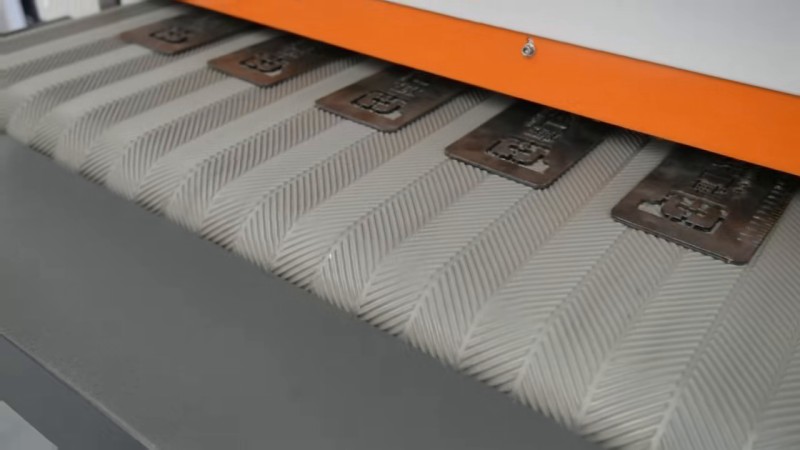
Лазерная резка плавит металл сфокусированным лучом. По мере продвижения луча расплавленный материал затвердевает на нижней стороне листа, образуя заусенцы, шлак и окалину. На углеродистой стали шлак твёрдый и тёмный. На нержавеющей стали он изменяет оксидный слой хрома и создаёт риски коррозии. На алюминии заусенцы тонкие, как пёрышки, и гибкие — легко пропустить, но достаточно острые, чтобы порвать монтажные перчатки.
Если отправить такие детали прямо на сварку, заусенец создаёт трещину, которая захватывает шлак и вызывает пористость. Если отправить на порошковое покрытие, острый край сколет плёнку краски за недели. Если рабочие обрабатывают их вручную, вы сталкиваетесь с нарушениями безопасности и рисками компенсации. Удаление заусенцев — не косметический шаг. Это ворота качества.
Ключевые Характеристики для Сравнения
Рабочая Ширина
Рабочая ширина — это максимальный размер перпендикулярно направлению подачи, который может пройти через абразивные головки. Станок 630 мм подходит для небольших кронштейнов и коробок. Станок 1000 мм охватывает стандартные листовые панели. Станок 1300 мм принимает большие архитектурные панели и широкие кожухи сельскохозяйственной техники. Выбирайте наименьшую ширину, которая подходит для вашей самой большой детали, потому что дополнительная ширина означает дополнительную стоимость покупки, мощность двигателя и занимаемую площадь.
Конфигурация Абразивной Головки
Не все шлифовальные станки используют одинаковую конструкцию абразива. Базовая установка для удаления заусенцев использует планетарные абразивные барабаны для шлифовки верхней и нижней поверхностей и кромок за один проход. Щёточная станция добавляет головки типа Scotch-Brite для создания сатиновой или глянцевой отделки. Станция мокрой промывки использует воду для охлаждения детали и удаления металлической пыли. Если ваш следующий процесс — сварка, достаточно только удаления заусенцев. Если ваши детали — видимое кухонное оборудование или лифтовые панели, вам нужны щёточные головки. Если вы обрабатываете алюминий или титан, мокрая обработка предотвращает засорение и термическую деформацию.
Скорость Подачи и Производительность
Скорость подачи измеряется в метрах в минуту. Типичный диапазон — от 0,5 до 4 м/мин. Более толстые плиты и более тяжёлые заусенцы требуют более медленной подачи. Тонкие листы с лёгким шлаком могут работать быстрее. Рассчитайте требуемую почасовую производительность перед покупкой. Станок, подающий со скоростью 1 м/мин при ширине 1000 мм, может обрабатывать примерно 60 квадратных метров в час. Если ваш лазерный станок производит 80 квадратных метров в час, вам нужен более быстрый станок или два рабочих смены.
Мокрая vs Сухая Обработка
Сухие станки дешевле, проще в установке и легче в перемещении. Они полагаются на пылеуловитель для улавливания металлических частиц. Мокрые станки используют водяную завесу для подавления пыли, охлаждения детали и продления срока службы абразива. Мокрая обработка настоятельно рекомендуется для алюминия, магния и титана, потому что сухая алюминиевая пыль взрывоопасна. Мокрая обработка также создаёт более чистую поверхность для анодирования или химической обработки. Недостаток — больший расход воды, требования к удалению шлама и необходимость коррозионностойких компонентов станка.
Требования к Пылеуловителю
Шлифовка металла генерирует мелкие частицы, опасные для лёгких и создающие риски скольжения на полу. Пылеуловитель, подобранный под ширину вашего станка, не опционален. Для сухого станка шириной 1000 мм планируйте расход воздуха не менее 2500–3500 кубических метров в час. Фильтр должен быть рассчитан на металлическую пыль, а не на древесную. Размещайте пылеуловитель за пределами цеха или используйте глушитель, если применяются ограничения шума. Проверьте местные нормы — некоторые юрисдикции требуют непрерывного мониторинга уровней металлической пыли в воздухе.
Как Проверить Китайский Завод Перед Заказом
Закупка с завода в Циндао может снизить капитальные затраты на тридцать-пятьдесят процентов по сравнению с европейскими брендами, но проверка необходима. Запросите номер сертификата CE и проверьте его в базе данных нотифицированного органа. Попросите живое видео с цеха, а не отредактированный маркетинговый ролик. Запросите обработку образцов ваших реальных деталей, а не общих демонстрационных деталей. Проверьте, есть ли у завода ISO 9001, и охватывает ли сертификация производство шлифовального оборудования. Попросите референс-клиентов из вашего региона и позвоните им.
Типичный Диапазон Цен и Окупаемость Инвестиций
Базовый сухой станок для удаления заусенцев шириной 630 мм с завода в Циндао начинается от 12 000 USD FOB. Станок шириной 1000 мм с щёточными головками и пылеуловителем стоит от 18 000 до 28 000 USD. Тяжёлый мокрый станок шириной 1300 мм с полным оснащением может достигать 35 000–45 000 USD. Сравните это с трудовыми затратами на ручную шлифовку. Если четыре работника проводят половину дня на удалении заусенцев при зарплате 800 USD в месяц каждый, ежегодные трудовые затраты составляют 19 200 USD. Автоматический станок заменяет большую часть этой рабочей силы и окупается за двенадцать-восемнадцать месяцев, одновременно обеспечивая стабильное качество.
Заключение
Выбор станка для удаления заусенцев после лазерной резки сводится к трём вопросам: какого размера ваша самая большая деталь, какую отделку требует следующий процесс и сколько деталей вы обрабатываете в день? Подберите рабочую ширину под ваши детали, конфигурацию абразива под вашу целевую отделку, а производительность — под производительность вашего лазерного станка. Добавьте мокрую обработку, если обрабатываете алюминий, и добавьте подобранный пылеуловитель для каждого сухого станка. Проверьте завод перед оплатой и рассчитайте экономию труда для обоснования инвестиций.
Отправьте чертежи деталей, спецификацию материалов и ежедневное производство в Bogong для рекомендации по конфигурации и коммерческого предложения FOB.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.