Aluminium Berbeza
Aluminium lembut, ringan dan konduktor haba yang baik. Sifat-sifat ini menjadikannya ideal untuk aeroangkasa, elektronik, trimm automotif dan面板 arsitektur, tetapi ia juga mewujudkan cabaran unik dalam penghapusan burr. Tidak seperti keluli, aluminium tidak membentuk lapisan oksida keras yang mudah mengelupas. Sebaliknya, tepi aluminium yang dipotong laser membentuk burr nipis seperti bulu yang fleksibel dan melekat pada logam asas. Aloi lembut mengeras di bawah sentuhan abrasif, bermakna penggerudian yang agresif sebenarnya boleh menjadikan tepi lebih keras dan lebih rapuh. Dan kerana aluminium mempunyai takat lebur yang rendah, haba berlebihan semasa pengamplasan boleh menyapu burr ke atas permukaan sebagai ganti mengeluarkannya.

Jenis Burr Aluminium
Memahami jenis burr membantu anda memilih proses yang betul:
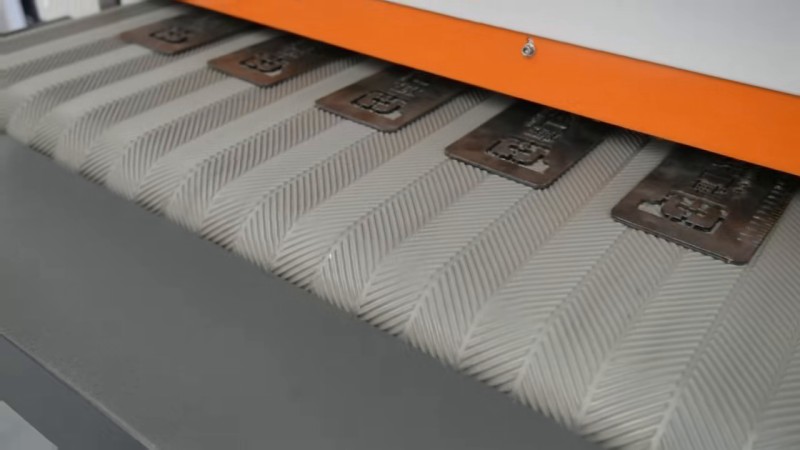
- Burr bulu – Lapisan nipis dan fleksibel di sepanjang tepi atas. Biasa pada lembaran 1–3 mm dipotong dengan bantuan nitrogen.
- Burr peng Rolling – Bahan yang ditolak ke bawah lembaran oleh pancaran laser. Lebih biasa pada plat tebal (lebih daripada 6 mm).
- Burr Poisson – Bahan mengembung ke sisi akibat ubah bentuk plastik semasa pemotongan.
- Burr koyak – Tepi yang ragged disebabkan pemotongan tidak lengkap atau sanga berlebihan.
Mengapa Kaedah Standard Penghapusan Burr Keluli Gagal
Banyak bengkel cuba menghapus burr aluminium pada mesin yang sama digunakan untuk keluli karbon. Ini biasanya menghasilkan keputusan yang lemah:
- Abrasif yang salah – Aluminium menyumbat (memuat) tali abrasif aluminium oksida standard. Permukaan abrasif menjadi berkilau dan hilang tindakan potong.
- Tekanan terlalu tinggi – Sentuhan agresif memesongkan lembaran nipis dan mewujudkan perubahan warna atau pengsipan haba.
- Tiada penetapan – Bahagian aluminium ringan diangkat dari pembawa di bawah putaran berus, menyebabkan rawatan tidak sekata atau lontaran bahagian.
- Percikan statik – Debu aluminium kering adalah letupan. Tanpa operasi basah atau pengestrak terkunci ke bumi, bengkel adalah bahaya kebakaran.
Penetapan Mesin yang Betul untuk Aluminium
1. Gunakan Abrasif Anti-Pemuatan
Pilih abrasif dengan salutan anti-pemuatan atau struktur terbuka:
- Tali dan berus karbida silikon (SiC) – Lebih keras dan tajam daripada aluminium oksida; tahan pemuatan.
- Roda nilon bukan tenunan dengan butiran SiC terbenam – Pemotongan fleksibel, sejuk dan self-pembersihan.
- Abrasif aluminium khas dengan pelincir stearat – Pelincir mencegah pateri cip pada butiran.
2. Kurangkan Tekanan Sentuhan
Aluminium perlukan sentuhan yang halus. Pada mesin automatik:
- Turunkan tekanan pneumatik pada kepala berus kepada 0,3–0,6 bar.
- Tingkatkan kelajuan pembawa kepada 8–12 m/min supaya masa sentuhan abrasif lebih pendek.
- Gunakan rol berus sentuhan lembut (kepadatan 0,4–0,5 g/cm³) sebagai ganti kepala penggerudian keras.
3. Penetapan Vakum atau Magnetik
Lembaran aluminium nipis (kurang daripada 3 mm) mestilah dipegang rata:
- Pembawa vakum – Menyedut lembaran ke bawah pada tali melalui keluli berlubang. Berkesan untuk semua aloi aluminium.
- Katil magnet – Hanya berfungsi pada siri 5xxx dan 6xxx dengan kandungan ferromagnetik tertentu; tidak sesuai untuk aluminium tulen atau siri 1xxx.
- Rol picitan – Rol berspring sebelum dan selepas stesen memberus mengelakkan pengangkatan.
4. Operasi Basah
Untuk penghapusan burr aluminium volum tinggi, operasi basah sangat disyorkan:
- Penyaman haba air mencegah pengumpulan haba dan pengsipan.
- Debu aluminium ditangkap dalam tangki penyejuk sebagai ganti menjadi dibawa udara.
- Air yang mengalir menekan elektrik statik, menghapuskan risiko percikan dan letupan.
- Pemisah magnet dalam lingkaran penyejuk menghilangkan cip aluminium untuk kitar semula.
Konfigurasi Mesin yang Disyorkan
Untuk bengkel fabrikasi aluminium tipikal memproses lembaran 1–6 mm:
- Model: BG-RR-630 Mesin Pengamplasan Pemotongan Laser Ringan
- Abrasif: Rol berus nilon bukan tenunan SiC, grit P120–P180
- Pembawa: Penetapan vakum dengan katil keluli tahan karat berlubang
- Operasi: Bilas basah dengan penapisan penyejuk
- Pengestrakan: Pengaliran bawah basah atau skrubber venturi (jangan sekali-kali menggunakan beg kering untuk aluminium)
Pemeriksaan Kualiti
Selepas penghapusan burr, sahkan atribut-atribut ini:
- Jejari tepi – Sasaran R0,3–R0,5 mm untuk kebanyakan fabrikasi; gunakan tolok jejari.
- Kekasaran – Letakkan bahagian di atas meja granite; ukur jurang dengan tolok merasa. Mestilah kurang daripada 0,2 mm untuk面板 arsitektur.
- Pengsipan permukaan – Periksa di bawah pembesar 10×. Aluminium yang disapu muncul sebagai kesan berkilau dan mestilah dibuang dengan laluan abrasif yang lebih halus.
- Tiada perubahan warna haba – Aluminium tidak bertukar warna seperti keluli, tetapi keterlaluan panas mewujudkan permukaan kasar dan melepuh.
Kesimpulan
Penghapusan burr aluminium bukan sekadar “penghapusan burr keluli dengan tekanan kurang”. Ia memerlukan kimia abrasif yang betul, sentuhan halus, penetapan positif dan selalunya operasi basah. Apabila dilakukan dengan betul, penghapusan burr automatik aluminium lebih cepat, lebih selamat dan lebih konsisten daripada kaedah manual. Hantar sampel aluminium anda kepada kami dan kami akan demonstrasi penetapan mesin optimum untuk aloi dan ketebalan anda.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.