Алюминий — Это Другое
Алюминий мягкий, лёгкий и обладает высокой теплопроводностью. Эти свойства делают его идеальным для аэрокосмической промышленности, электроники, автомобильной отделки и архитектурных панелей, но они также создают уникальные проблемы при удалении заусенцев. В отличие от стали, алюминий не образует твёрдой оксидной плёнки, которая легко отслаивается. Вместо этого края алюминия после лазерной резки образуют тонкие, похожие на пёрышки заусенцы, которые гибкие и прилипают к основному металлу. Мягкий сплав упрочняется при работе под абразивным контактом, а это означает, что агрессивное шлифование может сделать кромку более твёрдой и хрупкой. А поскольку алюминий имеет низкую температуру плавления, чрезмерное нагревание при шлифовке может размазать заусенец по поверхности вместо его удаления.

Типы Заусенцев Алюминия
Понимание типа заусенца помогает выбрать правильный процесс:
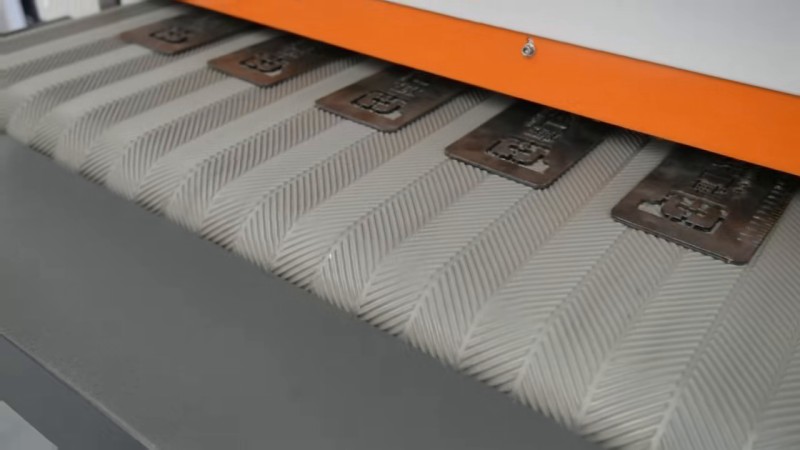
- Перьевидный заусенец – Тонкий гибкий клапан по верхнему краю. Обычен на листах 1–3 мм, разрезанных с азотом.
- Заусенец опрокидывания – Материал, отжатый на нижнюю сторону листа лазерным лучом. Чаще на толстых пластинах (более 6 мм).
- Заусенец Пуассона – Материал, расширяющийся вбок вследствие пластической деформации при резке.
- Рваный заусенец – Неровный край, вызванный неполным пропилом или чрезмерным шлаком.
Почему Стандартные Методы Удаления Заусенцев Стали Не Работают
Многие мастерские пытаются удалять заусенцы с алюминия на той же машине, что используется для углеродистой стали. Обычно это даёт плохие результаты:
- Неправильный абразив – Алюминий забивает (засаливает) стандартные ленты из оксида алюминия. Абразивная поверхность засаливается и теряет режущее действие.
- Слишком большое давление – Агрессивный контакт деформирует тонкие листы и создаёт цвет побежалости или размазывание.
- Нет прижима – Лёгкие алюминиевые детали поднимаются с конвейера при вращении щётки, вызывая неравномерную обработку или выброс детали.
- Статические искры – Сухая алюминиевая пыль взрывоопасна. Без мокрой обработки или заземлённой вытяжки мастерская представляет пожарную опасность.
Правильная Настройка Машины для Алюминия
1. Используйте Незасаливающийся Абразив
Выбирайте абразивы с покрытием, предотвращающим засаливание, или с открытой структурой:
- Ленты и щётки из карбида кремния (SiC) – Твёрже и острее оксида алюминия; устойчивы к засаливанию.
- Нетканые нейлоновые круги с вкраплённым зерном SiC – Гибкая, холодная обработка и самоочистка.
- Специальные абразивы для алюминия со стеаратной смазкой – Смазка предотвращает приваривание стружки к зерну.
2. Уменьшите Давление Контакта
Алюминию нужен бережный подход. На автоматической машине:
- Снизьте пневматическое давление на щёточную головку до 0,3–0,6 бар.
- Увеличьте скорость конвейера до 8–12 м/мин, чтобы время контакта абразива было короче.
- Используйте мягкие щёточные ролики (плотность 0,4–0,5 г/см³) вместо жёстких шлифовальных головок.
3. Вакуумный или Магнитный Прижим
Тонкие алюминиевые листы (менее 3 мм) должны удерживаться плоскими:
- Вакуумный конвейер – Прижимает лист к ленте через перфорированную сталь. Эффективен для всех алюминиевых сплавов.
- Магнитный стол – Работает только на сплавах серий 5xxx и 6xxx с некоторым ферромагнитным содержанием; не подходит для чистого алюминия или серии 1xxx.
- Зажимные ролики – Прижимные ролики перед и после щёточной станции предотвращают подъём.
4. Мокрая Обработка
Для высокообъёмного удаления заусенцев с алюминия настоятельно рекомендуется мокрая обработка:
- Водяное охлаждение предотвращает накопление тепла и размазывание.
- Алюминиевая пыль собирается в баке с охлаждающей жидкостью вместо того, чтобы попадать в воздух.
- Поток воды подавляет статическое электричество, устраняя искрение и риск взрыва.
- Магнитный сепаратор в контуре охлаждающей жидкости удаляет алюминиевую стружку для переработки.
Рекомендуемая Конфигурация Машины
Для типичной алюминиевой мастерской, обрабатывающей листы 1–6 мм:
- Модель: BG-RR-630 Лёгкая машина для шлифовки после лазерной резки
- Абразив: Нетканые щёточные ролики с SiC, зернистость P120–P180
- Конвейер: Вакуумный прижим с перфорированным столом из нержавеющей стали
- Режим: Мокрое орошение с фильтрацией охлаждающей жидкости
- Вытяжка: Мокрый нижний отсос или эжекторный скруббер (никогда не сухой рукавный фильтр для алюминия)
Проверки Качества
После удаления заусенцев проверьте следующие параметры:
- Радиус кромки – Целевое значение R0,3–R0,5 мм для большинства изделий; используйте радиусный калибр.
- Плоскостность – Положите деталь на гранитный стол; измерьте зазор щупами. Должен быть менее 0,2 мм для архитектурных панелей.
- Размазывание поверхности – Осмотрите при 10-кратном увеличении. Размазанный алюминий выглядит как блестящая полоса и должен быть удалён более тонким абразивом.
- Без цветов побежалости – Алюминий не меняет цвет как сталь, но перегрев создаёт шероховатую, покрытую пузырями поверхность.
Заключение
Удаление заусенцев с алюминия — это не просто «удаление заусенцев стали с меньшим давлением». Оно требует правильной абразивной химии, бережного контакта, надёжного прижима и часто мокрой обработки. При правильном выполнении автоматическое удаление заусенцев с алюминия быстрее, безопаснее и стабильнее ручных методов. Отправьте нам образец алюминия, и мы продемонстрируем оптимальные настройки машины для вашего сплава и толщины.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.