Dua Proses Terkait Tetapi Berbeda
Pembeli sering menggunakan istilah «pembuangan burring» dan «pembulatan tepi» secara bergantian, tetapi dalam fabrikasi lembaran logam presisi keduanya menggambarkan hasil yang berbeda. Memilih proses yang salah dapat menyebabkan kegagalan pelapisan, celah las, atau cedera perakitan. Artikel ini menjelaskan perbedaan teknis, menunjukkan cara mengukur setiap hasil, dan membantu Anda memutuskan mesin mana — atau kombinasi — yang sesuai untuk lini produksi Anda.

Apa Itu Pembuangan Burring?
Pembuangan burring menghilangkan material yang longgar dan menonjol (burring, terak, dross) yang tersisa setelah pemotongan, pengeboran, atau pengeboran. Tujuannya adalah menciptakan tepi yang bersih dan aman yang tidak akan melukai pekerja atau mengganggu perakitan. Pembuangan burring tidak selalu mengubah geometri makro tepi; sudut tajam 90 derajat dapat tetap tajam selama material longgar sudah dihilangkan.
Metode pembuangan burring yang umum meliputi:
- Amplas sabuk
- Penggesekan dengan sikat kawat
- Tumbling dengan media keramik
- Pembuangan burring termal atau cryogenic untuk bagian kecil presisi
Apa Itu Pembulatan Tepi?
Pembulatan tepi secara sengaja mengubah geometri tepi dari sudut tajam 90 derajat menjadi profil mulus berbadius (biasanya R0,5 mm hingga R2 mm). Tujuannya tidak hanya keamanan tetapi juga kinerja fungsional: tepi bulat meningkatkan daya rekat cat, mengurangi konsentrasi tegangan, dan memungkinkan dudukan gasket yang tepat.
Pembulatan tepi biasanya dicapai dengan:
- Kepala sikat putar dengan ujung bulu berbadius
- Sistem sikat planetari yang menyerang tepi dari berbagai sudut
- Cutter pembulatan tepi khusus pada pusat permesinan CNC
Perbandingan Visual dan Dimensional
| Atribut | Hanya Pembuangan Burring | Setelah Pembulatan Tepi |
|---|---|---|
| Sudut tepi | Masih ~90°, tapi bersih | Radius mulus R0,5–R2 |
| Keamanan sentuh | Risiko tertusuk berkurang | Aman sepenuhnya disentuh |
| Daya rekat cat | Sedang; sudut tajam bisa mengelupas | Sangat baik; pelapisan mengalir di sekitar radius |
| Persiapan las | Cukup untuk sambungan butt | Lebih baik untuk las fillet; mengurangi undercult |
| Pengukuran | Inspeksi visual / taktil | Tolok radius atau komparator optik |
Kapan Hanya Pembuangan Burring Sudah Cukup
Pembuangan burring saja sudah memadai ketika:
- Bagian tersembunyi di dalam rakitan (braket internal, rel sasis).
- Bagian akan segera dilas; las akan menutupi tepi bagaimanapun.
- Gambar menentukan «hilangkan burring» tanpa catatan radius tepi.
- Anggaran terbatas dan waktu siklus harus diminimalkan.
Mesin sabuk amplas sederhana atau unit pembuangan burring satu sikat menangani tugas ini secara ekonomis.
Kapan Perlu Pembulatan Tepi
Pembulatan tepi wajib diperlukan ketika:
- Bagian ditangani oleh pengguna akhir (mebel, peralatan rumah tangga, enclosures).
- Pelapisan kosmetik (powder coat, cat basah, anodize) diterapkan; tepi tajam menyebabkan penipisan dan chip.
- Gambar menentukan radius tepi sesuai ISO 13715 atau standar perusahaan.
- Bagian harus lulus audit keamanan taktil (tidak ada tepi tajam diperbolehkan).
Solusi Kombinasi: Buang Burring + Bulatkan dalam Satu Pass
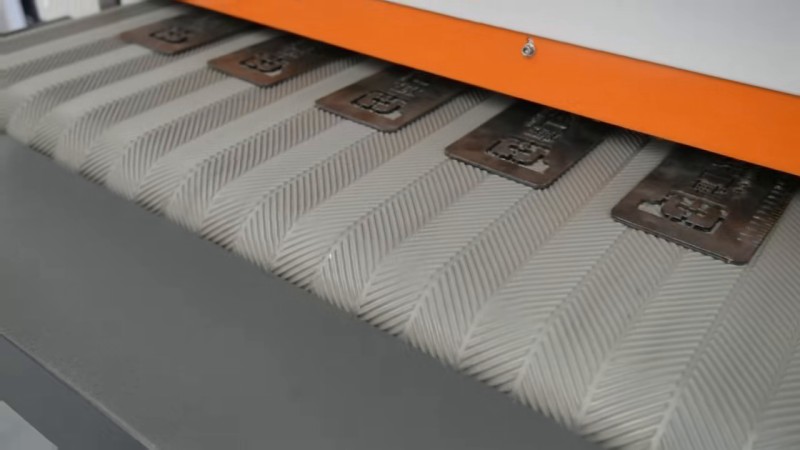
Mesin amplas multi-kepala modern melakukan kedua operasi dalam satu pass. Stasiun pertama menggunakan sabuk amplas untuk membuang burring dan menghilangkan terak berat. Stasiun kedua menggunakan sikat putar untuk membulatkan tepi. Stasiun ketiga, jika ada, memoles atau membersihkan permukaan.
Keuntungan mengkombinasikan kedua proses:
- Satu operator, satu mesin, satu penyetelan.
- Radius tepi konsisten karena sikat selalu bekerja pada tepi yang sudah dibuang burring.
- Waktu siklus total lebih pendek dibandingkan dua mesin terpisah.
- Jejak lantai yang lebih kecil di bengkel.
Cara Menentukan Radius Tepi
Jika gambar Anda meminta pembulatan tepi, tentukan dengan jelas:
- R1 maks – Radius berapa pun hingga 1 mm dapat diterima; tidak ada minimum.
- R1 ± 0,3 – Target 1 mm, pita toleransi 0,7–1,3 mm.
- Semua tepi R0,5 kecuali disebutkan – Catatan umum untuk seluruh bagian.
Ingat bahwa radius tepi bersifat directional. Mesin berbasis sikat menghasilkan radius sepanjang arah ketebalan («tepi»), tetapi permukaan atas dan bawah tetap datar kecuali finishing permukaan juga ditentukan.
Kesimpulan
Pembuangan burring menghilangkan material longgar; pembulatan tepi mengubah geometri. Banyak bagian membutuhkan keduanya. Jika Anda tidak yakin yang dibutuhkan produk Anda, kirimkan kami gambar dan sampel. Kami akan mengujinya di mesin multi-kepala kami dan mengembalikan video yang menunjukkan tepi sebelum pembuangan burring, setelah pembuangan burring, dan setelah pembulatan, dengan pengukuran radius untuk catatan kualitas Anda.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.