Dos procesos relacionados pero diferentes
Los compradores suelen usar indistintamente los términos “desbarbado” y “redondeado de bordes”, pero en la fabricación de precisión de chapas metálicas describen resultados distintos. Elegir el proceso incorrecto puede provocar fallos en recubrimientos, gaps de soldadura o lesiones en el ensamblaje. Este artículo explica la diferencia técnica, muestra cómo medir cada resultado y le ayuda a decidir qué máquina —o combinación— se adapta a su línea de producción.

¿Qué es el desbarbado?
El desbarbado elimina el material suelto y saliente (burrs, escoria, rebaba) que queda después del corte, punzonado o taladrado. El objetivo es crear un borde limpio y seguro que no corte a los manipuladores ni interfiera con el ensamblaje. El desbarbado no cambia necesariamente la geometría macro del borde; una esquina afilada de 90° puede permanecer afilada siempre que el material suelto haya desaparecido.
Los métodos comunes de desbarbado incluyen:
- Lijado con banda abrasiva
- Frotado con cepillo de alambre
- Tumbling con medios cerámicos
- Desbarbado térmico o criogénico para piezas pequeñas de precisión
¿Qué es el redondeado de bordes?
El redondeado de bordes cambia intencionalmente la geometría del borde de una esquina afilada de 90° a un perfil liso con radio (típicamente R0,5 mm a R2 mm). El propósito no es solo la seguridad sino también el rendimiento funcional: los bordes redondeados mejoran la adhesión de la pintura, reducen las concentraciones de tensión y permiten el asiento correcto de las juntas.
El redondeado de bordes se logra generalmente con:
- Cabezales de cepillo rotativo con cerdas redondeadas
- Sistemas de cepillo planetario que atacan el borde desde múltiples ángulos
- Fresas especializadas de redondeado de bordes en centros de mecanizado CNC
Comparación visual y dimensional
| Atributo | Solo desbarbado | Redondeado de bordes |
|---|---|---|
| Ángulo del borde | Sigue siendo ~90°, pero limpio | Radio suave R0,5–R2 |
| Seguridad al tacto | Riesgo de corte reducido | Completamente seguro al tacto |
| Adhesión de pintura | Moderada; la esquina afilada puede astillarse | Excelente; el recubrimiento fluye alrededor del radio |
| Preparación para soldadura | Adecuada para juntas a tope | Mejor para soldaduras de filete; reduce la socavación |
| Medición | Inspección visual / táctil | Calibre de radio o comparador óptico |
Cuando solo necesita desbarbado
El desbarbado solo es suficiente cuando:
- La pieza está oculta dentro de un ensamblaje (soportes internos, carriles de chasis).
- Se soldará inmediatamente; el cordón de soldadura cubrirá el borde de todos modos.
- El dibujo especifica “eliminar rebabas” sin indicar radio de borde.
- El presupuesto es ajustado y el tiempo de ciclo debe minimizarse.
Una máquina simple de banda abrasiva o una unidad de desbarbado de un solo cepillo maneja esta tarea de forma económica.
Cuando necesita redondeado de bordes
El redondeado de bordes es obligatorio cuando:
- La pieza es manipulada por usuarios finales (muebles, electrodomésticos, gabinetes).
- Se aplica un recubrimiento cosmético (pintura en polvo, pintura líquida, anodizado); los bordes afilados causan adelgazamiento y astilladuras.
- El dibujo especifica un radio de borde según ISO 13715 o norma de empresa.
- La pieza debe pasar una auditoría de seguridad táctil (no se permiten bordes afilados).
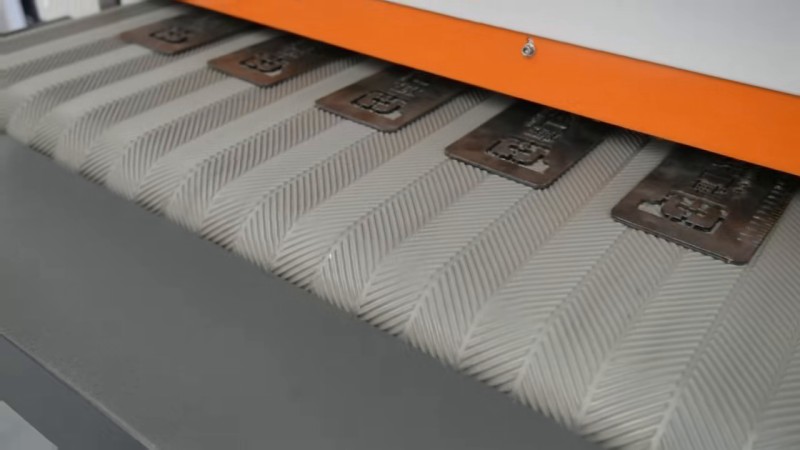
La solución combinada: Desbarbar + Redondear en una pasada
Las máquinas lijadoras modernas de múltiples cabezales realizan ambas operaciones en una sola pasada. La primera estación usa una banda abrasiva para desbarbar y eliminar la escoria pesada. La segunda estación usa cepillos rotativos para redondear el borde. La tercera estación, si está presente, pule o limpia la superficie.
Beneficios de combinar ambos procesos:
- Un operador, una máquina, una configuración.
- Radio de borde consistente porque el cepillo siempre trabaja sobre un borde pre-desbarrado.
- Tiempo de ciclo total más corto comparado con dos máquinas separadas.
- Menor huella de piso en el taller.
Cómo especificar el radio de borde
Si su dibujo requiere redondeado de bordes, especifíquelo claramente:
- R1 máx. – Cualquier radio hasta 1 mm es aceptable; sin mínimo.
- R1 ± 0,3 – Objetivo 1 mm, banda de tolerancia 0,7–1,3 mm.
- Todos los bordes R0,5 salvo indicación – Nota general para toda la pieza.
Recuerde que el radio de borde es direccional. Una máquina basada en cepillo produce un radio en la dirección del grosor (el “borde”), pero las caras superior e inferior permanecen planas a menos que también se especifique el acabado superficial.
Conclusión
El desbarbado elimina el material suelto; el redondeado de bordes cambia la geometría. Muchas piezas necesitan ambos. Si no está seguro de lo que su producto requiere, envíenos un dibujo y una muestra. Probaremos en nuestra máquina de múltiples cabezales y le devolveremos un video que muestra el borde antes del desbarbado, después del desbarbado y después del redondeado, con mediciones de radio para sus registros de calidad.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.