Проблема нержавеющей стали
Нержавеющая сталь ценится за свою стойкость к коррозии, привлекательный внешний вид и гигиенические свойства, но именно эти качества затрудняют её обработку после лазерной резки. Материал упрочняется при абразивном контакте, что означает — агрессивное шлифование может сделать кромку более твёрдой и хрупкой. Слой оксида хрома, защищающий поверхность, должен быть сохранён или восстановлен; если он удалён неравномерно, позже могут появиться пятна ржавчины. И поскольку нержавеющая сталь часто используется в видимых или санитарных применениях — кухонное оборудование, медицинские устройства, архитектурные панели — любая царапина, изменение цвета или неровная кромка недопустимы.

Почему ручные методы не работают на нержавеющей стали
Ручное шлифование лепестковыми кругами или абразивными подушечками распространено в небольших мастерских, но создаёт три специфические проблемы для нержавеющей стали:
- Перекрёстное загрязнение – Если тот же шлифовальный инструмент использовался ранее на углеродистой стали, внедрённые частицы железа заржавеют на поверхности нержавеющей стали, создавая «загрязнение свободным железом».
- Термическое изменение цвета – Чрезмерное давление создаёт тепло, которое окисляет хромовый слой, производя жёлто-коричневый «термический налёт», который должен быть химически пассивирован для восстановления коррозионной стойкости.
- Неоднородная текстура – Ручное шлифование не может поддерживать равномерное направление царапин. При скользящем освещении поверхность выглядит пятнистой и непрофессиональной.
Конфигурация машины для нержавеющей стали
Автоматическая машина для удаления заусенцев, разработанная для нержавеющей стали, использует другие абразивные материалы и меньшее контактное давление, чем машина для углеродистой стали. Ключевые элементы:
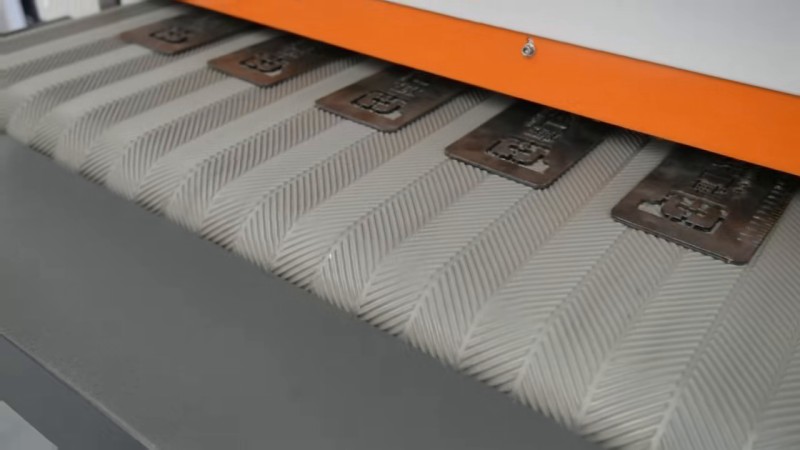
1. Нетканые абразивные щётки
Вместо жёстких шлифовальных кругов нетканые щётки (типа Scotch-Brite) гибко следуют контуру детали, создавая контролируемый сатинированный финиш. Открытая ячеистая структура устойчива к забиванию и работает холодной, предотвращая термическое изменение цвета. Для финиша №4 (сатин) используйте ролики из нетканого материала средней плотности; для финиша «волосяная линия» добавьте лепестковый круг с выровненными абразивными полосами.
2. Опция влажной обработки
Система влажного шлифования заливает зону контакта водным охлаждающим составом. Это практически устраняет термическое изменение цвета, захватывает металлическую пыль до того, как она попадёт в воздух, и продлевает срок службы абразива на 40–60 %. Влажная обработка настоятельно рекомендуется для марок 304 и 316, где критична чистота поверхности.
3. Магнитный или вакуумный конвейер
Тонкие листы нержавеющей стали (1–2 мм) лёгкие и могут быть подняты вращением щёток. Вакуумный прижимной конвейер или магнитная плита (для ферритных марок) удерживает деталь плоской и предотвращает её отбрасывание назад.
Параметры процесса
Типичные настройки для аустенитной нержавеющей стали (304, 316):
- Скорость конвейера: 3–8 м/мин (медленнее для декоративной отделки, быстрее только для удаления заусенцев).
- Скорость щётки: 800–1200 об/мин; более высокая скорость даёт более мелкий рисунок царапин.
- Контактное давление: 0,5–1,5 бар пневматического давления на щёточную головку. Начните с малого и увеличивайте только до исчезновения заусенцев.
- Последовательность абразивных зёрен: нетканый P120 для удаления заусенцев, затем P180–P240 для сатинированной отделки.
Контроль качества
После удаления заусенцев и финишной обработки проверьте три характеристики:
- Радиус кромки – Используйте радиусный калибр или оптический компаратор. Типичное требование R0,5–R1,0 для общих конструкций, R1,5 для пищевого оборудования.
- Шероховатость поверхности – Измерьте Ra портативным профилометром. Финиш №4 обычно Ra 0,4–0,6 мкм.
- Пассивация – Если подозревается термический налёт или загрязнение железом, погрузите детали в ванну пассивации с лимонной или азотной кислотой согласно ASTM A967.
Обоснование стоимости
Специализированная машина для финишной обработки нержавеющей стали требует капиталовложений, но операционная экономия существенна:
- Трудозатраты: один оператор заменяет четырёх ручных шлифовщиков.
- Доработка: стабильные настройки машины снижают брак с 5–8% до менее 1%.
- Стоимость абразива: нетканые ролики служат 2–3 недели вместо ежедневной замены ручных подушечек.
- Доставка: производительность 6–10 м/мин позволяет отправку точно в срок вместо накопления партий.
Заключение
Нержавеющая сталь заслуживает процесса финишной обработки, который сохраняет её коррозионную стойкость и внешний вид. Ручное шлифование слишком рискованно для высокоценных применений. Правильно настроенная автоматическая машина для удаления заусенцев с неткаными щётками, влажной обработкой и вакуумным прижимом обеспечивает повторяемое, пригодное для аудита качество при части стоимости ручного труда. Пришлите нам образец нержавеющей стали, и мы вернём вам видео готовой кромки и поверхности в течение 72 часов.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.