لماذا تحتاج القطع بالليزر إلى إزالة الأزيز
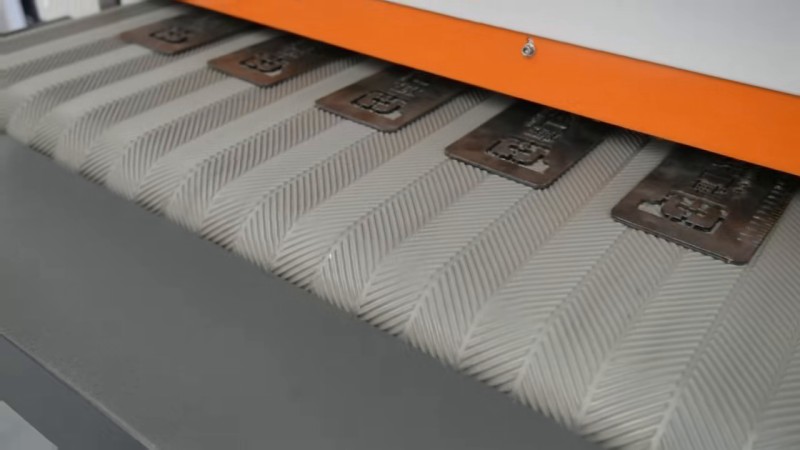
ينتج القطع بالليزر قطعاً نظيفاً وذات أبعاد دقيقة، لكن العملية الحرارية تترك دائماً أزيزاً مجهرياً وقطرات خبث وطبقة أكسيد على طول حافة القطع. في الصلب الكربوني، تذيب حرارة شعاع الليزر المعدن؛ ومع تقدم الشعاع، تتصلب بعض المواد المنصهرة من جديد على الجانب السفلي من اللوحة، مكونةً الخبث. في الفولاذ المقاوم للصدأ، تتسمك طبقة الأكسيد وتتغير لونها، بينما يمكن للألومنيوم أن يتطور عليه أزيز حاد يشبه الريش سهل التجاهل لكنه خطير عند التعامل معه.
إذا لم تتم إزالة هذه العيوب قبل اللحام أو الطلاء أو التجميع، فإنها تسبب:
- جودة لحام ضعيفة – يمنع الأزيز التحام الصحيح للمفاصل، مما يؤدي إلى اختراق غير كامل ومسامية.
- فشل الطلاء – لا يستطيع الطلاء الرطب أو طلاء المسحوق الالتصاق بقشور الأكسيد الفضفاضة؛ تظهر الرقائق خلال أسابيع.
- إصابات التجميع – تجرح الحواف الحادة العمال أثناء المناولة والتركيب.
- مشاكل التسامح – يمكن للترسوبات السميكة من الخبث أن تتجاوز الحالة المسموح بها لحافة القطع في الرسومات الهندسية.

مقارنة بين طرق إزالة الأزيز الشائعة
1. الطحن اليدوي (صاروخ الجلخ + قرص اللف)
يستخدم النهج التقليدي صواريخ الجلخ اليدوية مع أقراص اللف أو فرش السلك. إنه مرن—يمكن الوصول إلى أي شكل—لكنه يتطلب جهداً بشرية. يستطيع العامل الماهر إزالة أزيز حوالي 60–80 قطعة في الساعة للألواح المسطحة البسيطة، لكن الإنتاجية تنخفض بشكل كبير للأشكال المعقدة أو الأنابيب. تعتمد الجودة بشكل كبير على المشغّل؛ بعض الحواف مطحونة بشكل مفرط، وبعضها الآخر لا يزال يحمل أزيزاً. كما أن الغبار والضوضاء والاهتزازات تشكل أيضاً مخاطر صحية مهنية.
2. التنظيف بالبرميل (البرميل الدوار أو التشطيب الاهتزازي)
يضع التنظيف بالبرميل القطع في برميل دوار أو وعاء اهتزازي مع الوسائد السيراميكية والمركبات. إنه فعال للقطع الصغيرة المتينة مثل الحوافل والمسامير. ومع ذلك، فإن الألواح الكبيرة من الصفيحات المعدنية لا تناسب البراميل القياسية، وقد تنطوي القطع الرقيقة تحت وزن الوسائد. تتراوح أوقات الدورة بين 30 دقيقة و 4 ساعات، مما يجعل التنظيف بالبرميل غير مناسب لخطوط الإنتاج عالية الأداء.
3. آلة الصنفرة الأوتوماتيكية (حزام كشط + فرشاة)
تستخدم آلة الصنفرة الأوتوماتيكية حزاماً كاشطاً لإزالة الخبث الثقيل، تليها فرش دوارة لتدوير الحواف الحادة وتنظيف السطح. تُغذّى القطع عبر سير ناقل، ويستغرق المورد 5–15 ثانية لكل قطعة حسب السماكة والمادة. لأن ضغط الكشط وسرعة السير الناقل يتم تثبيتهما بإعدادات الآلة، تحصل كل قطعة على معاملة متطابقة. هذه الطريقة المفضلة للورش التي تعالج أكثر من 200 قطعة يومياً.
كيفية اختيار التكوين المناسب للآلة
عند اختيار آلة صنفرة للقطع المقطوعة بالليزر، الأشم بمطابقة مواصفات الآلة مع الشغلة المعدنية:
| خاصية الشغلة المعدنية | التكوين الموصى به |
|---|---|
| صلب كربوني 3–6 مم، أزيز خفيف | BG-RR-630 برأس فرشاة واحد |
| صلب كربوني 6–12 مم، خبث ثقيل | BG-RR-1300 بحزام كشط + فرشاة |
| فولاذ مقاوم للصدأ 1–3 مم، تشطيب جمالي | BG-FM-1000 بفرشاة كوكبية |
| ألواح ألومنيوم، بدون تشويه | BG-RR-630 ببكرات لمس ناعمة |
نصائح عملية لأفضل النتائج
- اختبر العينات أولاً – أرسل دائماً عينات القطع إلى مورّد الآلة للاختبار. دليل الفيديو على النتائج يلغي التخمين.
- اطبق خشونة الكشط مع ارتفاع الأزيز – يحتاج الخبث الثقيل إلى خشونة P36–P60؛ يمكن معالجة الأزيز الخفيف بـ P80–P120.
- حافظ على سرعة السير الناقل ثابتة – تغيير السرعة يغيّر وقت التعرّض ويؤثر على نصف قطر الحافة. ثبّت إعداد السرعة بمجرد التأهل.
- نظّف الآلة يومياً – يتراكم غبار المعادن تحت السير الناقل وقد يخدش القطع اللاحقة. عادة تنظيف لمدة 10 دقائق في نهاية الوردية تعوض عن نفسها بالتقليل من إعادة العمل.
- راقب تآكل الفرش – تفقد الفرش البالية قدرتها على القطع وتبدأ في التلميع بدلاً من تدوير الحواف. استبدل الفرش عندما ينخفض نصف قطر الحافة أدنى من المواصفة.
الخلاصة
إزالة الأزيز بعد القطع بالليزر ليست اختيارية—إنها بوابة جودة تحدد قوة اللحام وعمر الطلاء وسلامة المشغّل. بالنسبة للورش الصغيرة ذات الإنتاج المنخفض، قد يظل الطحن اليدوي مراعياً. بمجرد أن يتجاوز الإنتاج اليومي 150–200 قطعة، توفّر آلة الصنفرة الأوتوماتيكية جودة متساقة بتكلفة أقل للقطعة. تواصل معنا مع رسومات شغلتك وسنوصي بالآلة المناسبة وتكوين الكشط وسعر FOB.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.