Почему детали после лазерной резки требуют зачистки
Лазерная резка обеспечивает чистый и точный контур, однако в результате термического воздействия на кромке реза всегда остаются микроскопические заусенцы, капли шлака и оксидная плёнка. На углеродистой стали тепло лазерного луча расплавляет металл; по мере перемещения луча часть расплавленного материала повторно затвердевает на нижней стороне листа, образуя окалину. На нержавеющей стали оксидный слой утолщается и меняет цвет, а на алюминии могут образовываться острые, похожие на перья заусенцы, которые легко не заметить, но опасны при обращении.
Если эти дефекты не устранить перед сваркой, покраской или сборкой, они приведут к:
- Низкому качеству сварного шва – Заусенцы мешают плотному прилеганию соединяемых деталей, вызывая неполное проплавление и пористость.
- Отслоению покрытия – Краска или порошковое покрытие не может прочно сцепиться с отслаивающимися оксидными чешуйками; сколы появляются в течение нескольких недель.
- Травмам при сборке – Острые кромки режут операторов при транспортировке и монтаже.
- Проблемам с допусками – Толстые отложения шлака могут превышать допустимое состояние кромки, указанное в инженерных чертежах.

Сравнение распространённых методов зачистки
1. Ручная зачистка (угловая шлифмашина + лепестковый диск)
Традиционный подход предполагает использование ручных угловых шлифмашин с лепестковыми дисками или проволочными щётками. Он гибок — можно обработать деталь любой формы, — но трудоёмок. Опытный рабочий может зачистить примерно 60–80 деталей в час при обработке простых плоских листов, однако производительность резко падает на сложных профилях или трубах. Качество сильно зависит от квалификации оператора; некоторые кромки перешлифовываются, на других заусенцы остаются. Пыль, шум и вибрация также создают производственные риски для здоровья.
2. Галтовка (барабанная или вибрационная обработка)
При галтовке детали помещаются во вращающийся барабан или вибрирующую ёмкость вместе с керамической медиа и обрабатывающим составом. Этот метод эффективен для небольших прочных деталей, таких как кронштейны и крепёжные элементы. Однако крупные листовые панели не помещаются в стандартные барабаны, а тонкие детали могут деформироваться под тяжестью медиа. Продолжительность цикла составляет от 30 минут до 4 часов, что делает галтовку непригодной для высокопроизводительных линий.
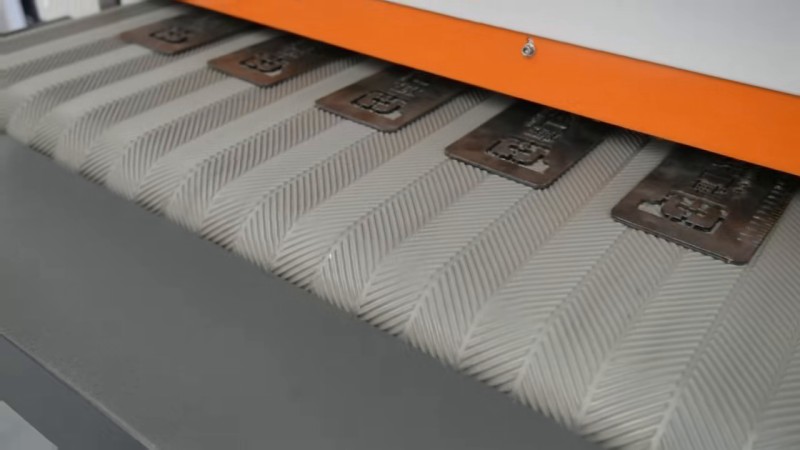
3. Автоматический шлифовальный станок (шлифовальная лента + щётка)
Автоматический шлифовальный станок использует абразивную ленту для удаления тяжёлой окалины, а затем роторные щётки для скругления острых кромок и очистки поверхности. Детали подаются на конвейере; процесс занимает 5–15 секунд на деталь в зависимости от толщины и материала. Поскольку давление абразива и скорость конвейера фиксируются настройками станка, каждая деталь получает одинаковую обработку. Это предпочтительный метод для листообрабатывающих цехов, перерабатывающих более 200 деталей в день.
Как выбрать правильную конфигурацию станка
При выборе шлифовального станка для деталей лазерной резки конфигурация оборудования должна соответствовать вашей заготовке:
| Характеристика заготовки | Рекомендуемая конфигурация |
|---|---|
| Углеродистая сталь 3–6 мм, лёгкие заусенцы | BG-RR-630 с одной щёточной головкой |
| Углеродистая сталь 6–12 мм, тяжёлая окалина | BG-RR-1300 с абразивной лентой + щётка |
| Нержавеющая сталь 1–3 мм, косметическая отделка | BG-FM-1000 с планетарной щёткой |
| Алюминиевые панели, без деформации | BG-RR-630 с роликами мягкого контакта |
Практические рекомендации для достижения наилучших результатов
- Предварительно обрабатывайте образцы – Всегда направляйте образцы резки поставщику станка для тестирования. Видеоподтверждение результатов исключает догадки.
- Соответствие зернистости абразива высоте заусенца – Тяжёлая окалина требует зерна P36–P60; лёгкие заусенцы обрабатываются зерном P80–P120.
- Поддерживайте постоянную скорость конвейера – Изменение скорости меняет время обработки и влияет на радиус кромки. Зафиксируйте скорость после квалификационного теста.
- Ежедневно очищайте станок – Металлическая пыль скапливается под конвейером и может царапать последующие детали. 10-минутная процедура очистки в конце смены окупается снижением объёма доработки.
- Контролируйте износ щёток – Изношенные щётки теряют режущую способность и начинают полировать вместо скругления кромок. Заменяйте щётки, когда радиус кромки падает ниже допуска.
Заключение
Удаление заусенцев после лазерной резки не является необязательной операцией — это контрольный пункт качества, определяющий прочность сварного шва, срок службы покрытия и безопасность оператора. Для небольших цехов с низким объёмом ручная зачистка может оставаться экономически оправданной. Как только суточный выпуск превышает 150–200 деталей, автоматический шлифовальный станок обеспечивает стабильное качество при меньшей себестоимости на деталь. Свяжитесь с нами, предоставив чертежи ваших заготовок, и мы порекомендуем подходящий станок, конфигурацию абразива и цену FOB.
Need a machine recommendation?
Send your workpiece drawings, material type, burr condition and target surface finish. We will suggest the right sanding machine and give you an FOB price range.